 打印本文
打印本文  关闭窗口
关闭窗口 摘要:介绍了一种利用软开关技术实现的逆变焊机的设计方案及工作原理,该技术降低了功率器件的开关损耗,提高了逆变焊机的效率。
关键词:软开关;逆变;逆变焊机;零压开关;零流开关;全桥
O 引言
逆变焊机技术经历了近十年的发展,逐步替代了落后的工频晶闸管整流技术而进入了高频变换时代。在高频变换技术进程中又走过了它的初级阶段即硬开关PWM阶段,于近年进入了它的第二阶段,即软开关PWM阶段。
硬开关PWM变换器的拓扑结构简单。技术成熟,适合批量生产。其主要芯片如TL494、UC3525等都比较稳定可靠,这都是目前逆变焊机硬开关PWM功率变换器仍得以广泛应用的主要原因。
所谓硬开关PWM(脉冲宽度调制),是指在功率变换过程中电子开关在开通和关断的瞬间处于大电流或高电压的工作条件,所以它的工件可靠性差、效率低、电磁干扰极为严重。
所谓软开关技术,是指在功率变换技术中,就是在主开关器件关断和导通的瞬间,实现其两端电压或电流为零的技术。也就是术语中常说的ZVS(零压开关)和ZCS(零流开关)开关技术。软开关PWM功率变换器技术足相对于硬开关PWM技术的一次革命性发展,它确实在相当程度上改善了电源产品的可靠性、效率、电磁干扰(EMI)三大基本性能。现在国内同行开发的大功率开关电源中大部分采用的是硬开关PWM控制方式,只有少量采用软开关PWM,其软开关PWM大都采用的是移相控制方式,采用控制芯片如UC3875、UC3879、UCC3895等,采用移相控制技术使功率器件的开关应力减少、开关损耗降低、从而提高了整机效率。然而、这种软开关亦存在诸多不足和遗憾,如:
(1)这种中、大功率移相控制软开戈方式实现软开关并不是全范围的;
(2)由于存在环流,开关管的导通损耗大,轻载时效率较低,特别是在占空比较小时,损耗更严重;
(3)输出整流二极管存在寄生振荡;
(4)为了实现滞后桥臂的ZVS,必须在电路中串联电感,这就导致占空比丢失降低输出能力,增大了原边电流定额。
而且移相控制本身还有一个难以克服的缺点,即死区时间不好调整。当负载较重时,由于环流大,超前桥臂管上并联的电容放电较快,因此实现零电压导通比较容易,但当负载较轻时,超前桥臂开关管上并联的电容放电很慢,超前桥臂的开关管必须延时较长时间后导通才能实现ZVS导通。
有缺陷就有发展,为此我们吸收传统硬开关PWM功率变换器的拓扑结构简单,可凋整点少、稳定可靠等优点;同时吸收移相控制软开关PWM功率变换器重载易实现ZVS、ZCS的优点;推出新型大功率全桥软开关(FB―ZVZCS)技术,使超前臂为恒频调宽控制实现ZVS,滞后臂为恒频恒宽控制实现ZCS。从而实现超前臂和滞后臂伞范围的软开关(FB―ZVZCS),大大提高了大功牢开关电源产品的可靠性、效率、电磁干扰(EMI)三大指标。实现证明了这种控制方法非常优秀,可以说是对传统硬开关大功率开关电源的一次革命。
l 全桥软开关(FB―ZVZCS)逆变焊机
该大功率逆变焊机的脉冲柠制板的外形示意图如图l所示。该线路板共引出18个脚,线路板内是自主研制的模拟和数字电路组合,此电路能够形成软开关所需的驱动脉冲。
1.1 逆变焊机控制板
全桥软开关(FB―ZVZCS)控制板内部简图如图2所示。各引脚的功能介绍如下。
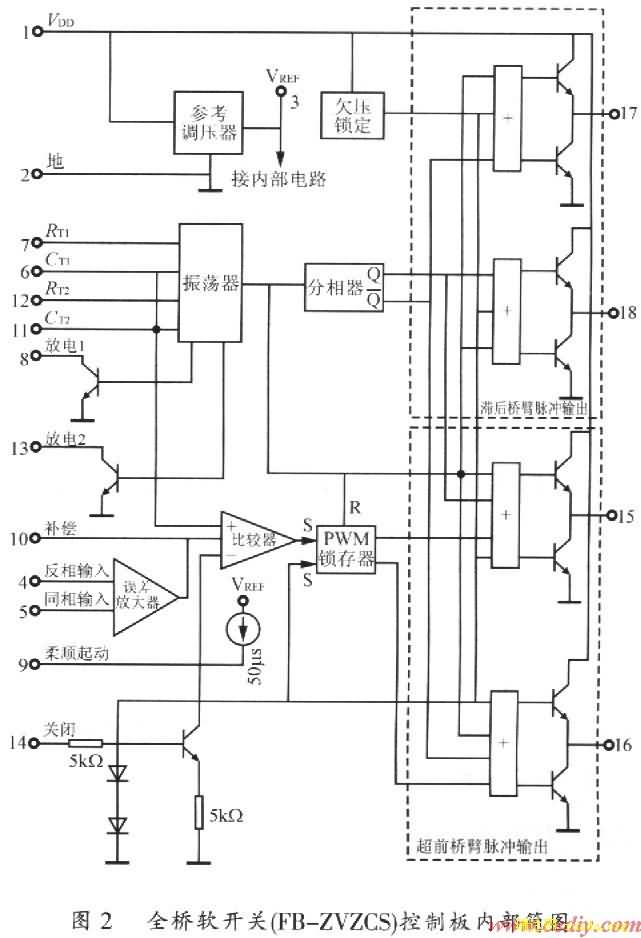
脚1接工作电源(UDD=12V或15V);
脚2接工作电源的地;
脚3为基准电源(UREF=5V);
脚4为电压误差放大器的反向输入端;
脚5为电压误差放大器的同向输入端;
脚6、脚ll接定时电容(CT1=CT2);
脚7、脚12接定时电阻(RT1<RT2);
脚8、脚13分别为振荡器放电管的集电极,脚8对脚6接一电阻,脚13对脚11接一电阻。两电阻的值应相等,改变电阻大小可以调整超前臂的死区和滞后臂的死区大小;
脚9对地接一电容,该电容起软启动的作用;
脚10为误差放大器的输出端;
脚14为关闭脚,从此脚输入一个0.7V左右的电平就可以把4组输出都关掉;
脚15、脚16为调宽脉冲的输出端,控制全桥软开关(FB―ZVZCS)超前桥臂;
脚17、脚18为固定脉宽脉冲的输出端,控制全桥软开关(FB―ZVZCS)滞后桥臂。
1.2 逆变焊机主电路
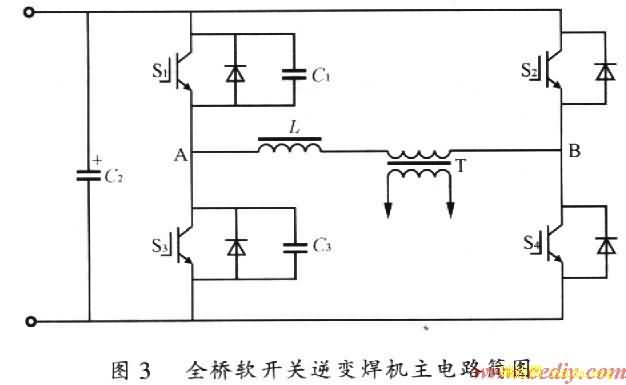
全桥软开关逆变焊机主电路简图如图3所示。该焊机的输入电源为三相工频交流电压。
2 逆变焊机的工作原理和波形
波形简图如图4所示,左臂为超前桥臂,其上下两支开关管的激励信号为恒频调宽的脉冲,右臂为滞后桥臂,其上下两支开关管的激励信号为恒频恒宽的脉冲。下面我们把实现软开关的过程作简要分析。
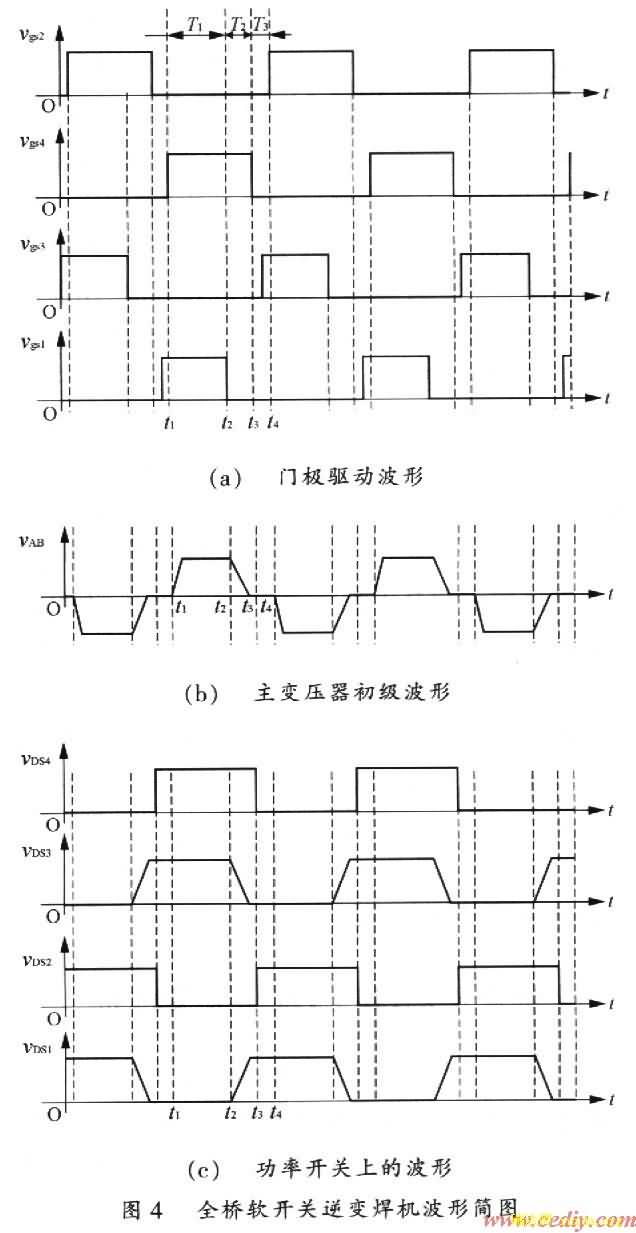
2.1 初级状态(t1,t2)
S1和S4导通,此时变换器向次级负载输出能量,这时的工作状态与我们通常的硬开关PWM的工作方式一样。
2.2 状态2(t2,t3)
S1关断,S4维持导通,由于S1和S3上都并有电容(C1和C3),因此S1关断时,回路的电流并未同时截止,而是通过S4、L和T给C1充电,给C3放电,此时变换器继续向次级负载输出能量。A点电流经谐振电感L及变压器T到达B点,如电感L的能量还未释放完,则电流通过S3的体二级管续流,即S3的两端电压为零,为S3提供了零电压开通的条件,S4关断时,S4上的电流已近似为零,因此S4此时为零电流关断。
2.3 状态3(t3,t4)
此时S1、S2、S4均处于截止状态,由于变压器的漏感Ls(漏感非常小)使电路内还有一定能量,引起阻尼振荡,其频率与负载无关,只与L及S2和S4的分布电容(C1和C3)有关,由于C1和C3比S2和S4的分布电容大得多,因此这种振荡只有在S2和S4的漏一源两端上观察到,在S1和S3的漏一源两端上无振荡。这种振荡会增加S2和S4的损耗,对S1和S3无影响。为了降低在S2和S4上的损耗,满足S2和S4在准零电压状态开通,只需满足以下条件:T3=t4-t3=T/2,T为振荡周期。如果T太小可以增大电感L,为使S2和S4安全工作不误导通,应适当增大T3,这时可根据不同情况增大L,而C1和C3在满足T2≥RC的情况下,应取得小一些,功率管采用MOSFET时,C1和C3一般取得1000~4700pF,功率管采用IGBT时C1和C3一般取大一些(10~20nF)。
经过上述3个状态后变换器就完成了半个周期,后半周期与此相同。
2.4 状态2和状态3的时间设定
设计是否合理是实现软开关和满足最大占空比的关键。从前面的工作过程分析看出状态2设得太大占空比就会减小,功率管的峰值电流会增大,次级整流二极管的反向耐压就会提高,这样就会增大功率管和二极管的损耗,高频燥声也会增大。因此,应尽量增大占空比,但如果状态2设计小了,C1和C3不能充分充放电,S1和S3就不能实现零电压开关,其损耗会增加,这是不允许的。状态3时间的最佳值比较临界,状态3时间长了由于高频振荡会增大S2和S4的损耗,状态3时间短了容易造成S2和S4瞬时短路,功率管采用MOSFET时,状态3时间一般在300ns左右,功率器件采用IGBT时一般取大一些(300~600ns)。
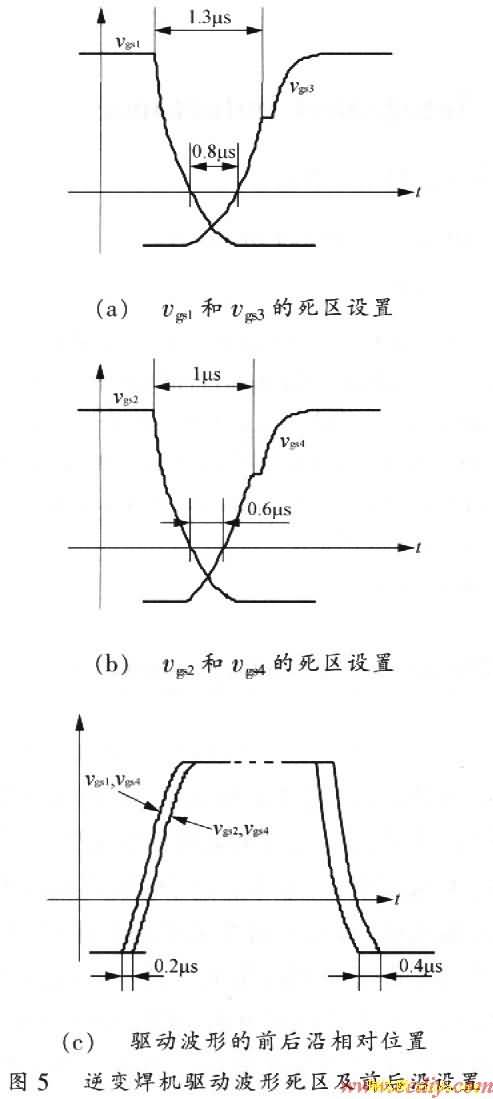
3 逆变焊机驱动波形死区及前后沿设置
S1和S3及S2和S4驱动波形的死区设置,S1和S4或S3和S2波形的前后沿的相对位置的设置如图5所示。
4 结语
实验结果表明,设计出的大功率软开关弧焊逆变器不仅体积小、重量轻、生产成本低,而且具有高效率和高可靠性,ICBT的开关损耗大大减小。该焊机的工艺性、可制造性、可维护性都达到了一个很高的水平。
打印本文 关闭窗口